Hva er MAG-sveising?
MAG-sveising er en lysbuesveiseprosess som benytter aktive skjæregasser. Disse gassene, som CO2, oksygen eller argon, reagerer med metallet og fører til oppvarming som muliggjør sammensmelting. Metoden er utbredt i en rekke industrier, inkludert rørledningssveising, bilproduksjon, bygg og skipsbygging.
MAG-sveising skiller seg fra MIG-sveising ved at den bruker aktive skjæregasser som kan reagere med metallet, mens MIG bruker inerte gasser.
Bruksområder for MAG-sveising
MAG-sveising er svært allsidig og brukes i mange sektorer:
- Rørledningssveising
- Produksjon
- Vedlikehold og produksjon av biler
- Bygg og infrastruktur
- Skipsbygging
Fra store industrielle anlegg til mindre verksteder, er MAG-sveising et foretrukket valg på grunn av dens effektivitet og pålitelighet. Spesielt har utviklingen av aktive gassblandinger gjort den ideell for stål.
Advantages
MAG-sveising er høyt ansett på grunn av flere fordeler:
Renere prosess: Skjæregassen beskytter lysbuen, noe som resulterer i minimal sprut og ingen slag å rydde opp etterpå.
Høy arbeidshastighet: Prosessen er enkel å kontrollere og tillater sveising i høyt tempo.
Allsidighet: Kan utføres i de fleste sveiseposisjoner.
Kostnadseffektivitet: Sammenlignet med andre metoder, er MAG-sveising rimeligere over tid fordi den ikke krever bytte av fluxbelagte elektrodspisser.
Ulemper
Til tross for fordelene, har MAG-sveising noen ulemper:
Begrenset til innendørs bruk: Vind kan blåse bort skjæregassen og forurense sveiseprosessen.
Følsomhet for forurensninger: Rust, skitt, olje og maling kan påvirke sveisingen negativt.
Porøsitet og manglende sammensmelting: Dårlig gassbeskyttelse kan fange nitrogen og oksygen og føre til porøsitet. Utilstrekkelig overflaterengjøring kan føre til dårlig sammensmelting.
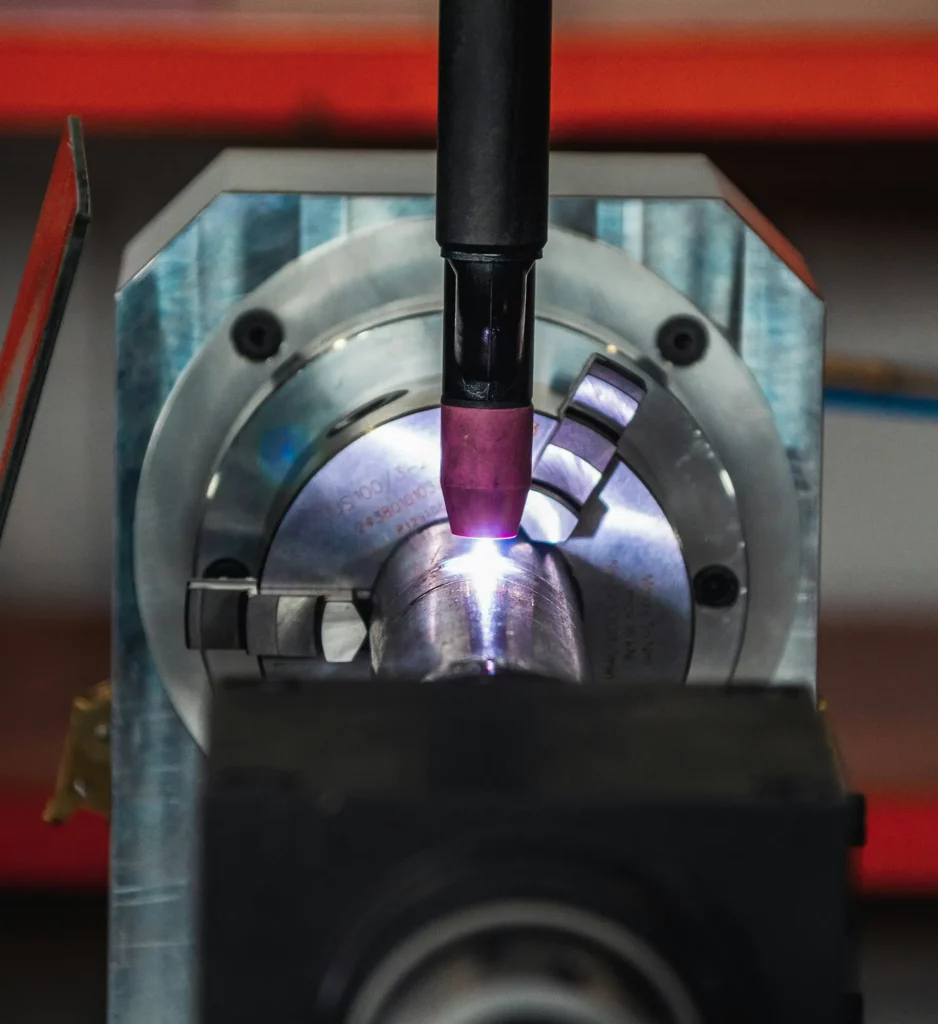
Hvordan fungerer MAG-sveising?
I MAG-sveising dannes en lysbue mellom elektroden og arbeidsstykket. Likestrøm brukes til å varme opp metallet og smelte det sammen. Trådelektroden mates kontinuerlig av en trådforsyner inn i sveisepoolen.
MAG-sveising bruker aktive gasser, som reagerer godt med konstruksjonsstål og middels til tykke plater. Prosessen produserer intens varme som kan føre til delvis oksidasjon, derfor brukes den ikke for sveising av lett metall eller legeringer.
Forskjellen mellom MIG og MAG-sveising
Hovedforskjellen mellom MIG og MAG-sveising ligger i typen gass brukt. MIG bruker inerte gasser (argon, helium), mens MAG benytter aktive gasser (CO2, oksygen). Hver metode har sine spesifikke bruksområder og fordeler avhengig av materialet og miljøet de brukes i.
Vedlikehold og feilsøking
Effektiviteten og kvaliteten på MAG-sveising er ikke bare avhengig av teknikken, men også av riktig vedlikehold og feilsøking av utstyret. Jevnlig inspeksjon og rengjøring av sveiseutstyret er avgjørende for å sikre konsistente sveiser. Trådmateren bør sjekkes for eventuell opphopning av smuss eller støv som kan hindre jevn mating. Skjæregassflasker og regulatorer må inspiseres for lekkasjer og korrekt trykkinnstilling.
Ved feilsøking av problemer som dårlig lysbuekvalitet eller ujevn trådmating, bør man først kontrollere om elektroden er riktig tilpasset og at kontaktspissen ikke er slitt eller skadet. Feil i skjæregassmatingen kan ofte spores tilbake til blokkerte eller delvis tilstoppede gassdyser, som kan rengjøres eller skiftes ut etter behov.
Godt forebyggende vedlikehold kan ikke bare forlenge levetiden til utstyret, men også forbedre kvaliteten på sveisingen, redusere driftsavbrudd og øke den generelle produktiviteten i sveiseoperasjoner.